












ĐO ĐỘ CỨNG VẬT LIỆU BẰNG PHƯƠNG PHÁP BRINELL
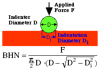
Thử độ cứng được tiến hành để xác định độ cứng của một vật liệu. Độ cứng có nghĩa là khả năng chịu được sự thâm nhập của một vật liệu khác cứng hơn. Độ cứng của một vật liệu được thử bằng cách ép một vật cứng hơn, vật này thay đổi theo phương pháp áp dụng lên bề mặt của vật liệu. Ở những vật liệu mềm vết lõm thường rộng hơn từ đó xác định độ cứng của vật liệu. Có rất nhiều phương pháp được sử dụng để đo độ cứng thông thường có 3 phương pháp : Brinell - Rockwell – Vickers.
PHƯƠNG PHÁP THỬ ĐỘ CỨNG ROCKWELL
Phương pháp này dùng một quả cầu bằng thép tôi có đường kính 1/16 inch ( 1,59 mm) được một lực tổng hợp 981 N ép lên mặt mẫu thử của vật liệu. Phương pháp này gọi là phương pháp Rockwell B và độ cứng được biểu thị bằng chữ viết tắt HRB.
PHƯỚNG PHÁP THỬ ĐỘ CỨNG VICKERS
Trong phương pháp thử độ cứng Vickers người ta dùng một mũi kim cương hình chóp, có góc ở chóp là 1360 được nén bởi một lực F trong một thời gian nhất định lên mẫu thử của vật liệu thử.

MỐI QUAN HỆ GIỮA CÁC PHƯƠNG PHÁP ĐO ĐỘ CỨNG
Vừa qua các bạn đã làm quen với những phép đo độ cứng đang được sử dụng trong ngành cơ khí. Để các bạn hiểu rõ hơn về các phương pháp đo này, xin được giới thiệu mối quan hệ giữa các thang đo độ cứng Brinell – Rocwell B – C và Vickers. Hy vọng với mối liên hệ các thang đo độ cứng, chúng ta sẽ hình dung cách sử dụng , khi có yêu cầu về độ cứng của vật liệu

PHƯƠNG PHÁP THỬ MỎI KIM LOẠI
Một bộ phận máy hoặc chi tiết máy phải chịu những ứng suất nén và kéo thay đổi trong một thời gian nhất định thì kết cấu của kim loại sẽ xuất hiện trạng thái mỏi. Người ta có thể nhận biết khả năng chống lại ( hay còn gọi là giới hạn mỏi ) của kim loại trước ứng suất lặp đi lặp lại liên tục bằng cách thử độ mỏi.

CÁC HỢP KIM ĐỒNG
Đồng thau là hợp kim của Cu và Zn, có tính chống ăn mòn cao, dễ tạo hình, dễ gia công và dễ đúc. Có nhiều loại đồng thau:- Đồng thau alpha chứa đến 36% Zn rất thích hợp cho việc gia công nguội.

DAO CẮT CARBIDES
Dao cắt carbides có tốc độ cắt rất cao, gấp ba đến bốn lần dao cắt bằng thép gió. Chúng có độ dai và va đập thấp, nhưng có độ cứng cao và độ cứng nóng rất cao. Hợp kim cứng thông dụng chứa carbide wolfram được thiêu kết với bột cobalt. Một số carbides khác như TiC, TaC có thể được bổ xung thêm trước khi thiêu kết để vật liệu đạt được các tính chất như mong muốn.

Dao cắt Cermet
Cermet là loại dao cắt có thành phần gồm gốm và kim loại. hầu hết các loại hợp kim cermet được chế tạo từ oxit nhôm, carbide titan, oxit zircon được nén ép trong điều kiện nhiệt độ cao.
THIẾC
Thiết Sn là một kim loại nguyên chất màu trắng bạc óng ánh kim loại. Sn mềm và dễ uốn có sức bền kém có khả năng chống mòn kém vì vậy thiếc được dùng để tráng các tấm thép làm hộp chứa thực phẩm. Thép tấm tráng thiếc còn được gọi là sắt tây.
Tôi Và Ram Thép
Tôi thép là một phần không thể thiếu đối với những chi tiết cần tăng khả năng chống mài mòn, độ bền cao chịu tải lớn như là bánh răng, bánh xích, trục hộp số, thanh truyền, những chi tiết làm việc nhiều... Để cho ra sản phẩm sau khi tôi được tốt nhất cần phải có chất lượng thép phải tốt. Tức là thép phải có hàm lượng cacbon 0,15-0,65%, vì khi hàm lượng cacbon quá thấp, mactenxit sau tôi sẽ có độ cứng thấp và hiệu quả tăng bền không đáng kể; ngược lại, khi hàm lượng cabon quá cao, thép sau tôi sẽ bị giòn. Ngoài ra tôi thép phải tuân theo một qui trình nghiêm ngặt như chọn nhiệt độ - thời gian tôi, tốc độ tới hạn và độ thấm tôi, môi trường tôi...
GANG
- Gang là một loại kim loại có hàm lượng carbon cao thường từ 2,5 đến 4%C với sắt là thành phần chính. Gang có nhiều loại tùy thuộc vào phương pháp sản xuất: + Gang xám+ Gang trắng + Gang dẻo + Gang cầu - Đúc gang là phương pháp có nhiều tiện ích hơn những phương pháp sản xuất khác. Kỹ thuật đúc gang có thể tạo ra các thành phẩm cũng như các bộ phận máy để gia công trên các loại máy công cụ bằng cách bào, mài, tiện các phương pháp gia công này giúp loại bỏ lượng dư hoặc hình dáng của chi tiết.

Mạ điện
Mạ điện là một trong nhiều phương pháp được áp dụng rộng rãi với mục đích để chống ăn mòn trên bề mặt kim loại. Mạ điện còn được gọi là mạ nhúng nóng, mạ điện hoặc mạ kẽm. + Trong mạ nhúng nóng ( hot dip galvanization ) nghĩa là vật mạ được nhúng vào trong thùng kẽm ở nhiệt độ từ 453 độ đến 460 độ C. Ở đây lưu ý là điểm nóng chảy của kẽm ở 419 độ C.
Vật liệu đàn hồi - Cao su
Lý thuyết vật liệu đàn hồi: + Là một chất dẻo có thể trở lại trạng thái ban đầu sau khi chịu một lực nén hoặc kéo đó là vật liệu có tính đàn hồi cao. Một vật đàn hồi có thể trở nên có tính đàn hồi cao khi được lưu hóa, khi nguội lại cộng với các chất khác, về cơ lý bản thân chúng đã có tính đàn hồi cao. Các chất đàn hồi bao gồm tất cả các loại cao su trong đó cao su tổng hợp và cao su thiên nhiên đã được lưu hóa.

CHÌ
Chì ( Pb ) là một kim loại nguyên chất có ánh kim màu trắng xanh, khi được nung chảy chì có màu trắng vàng rất đẹp. Khi ở ngoài không khí bề mặt chì được nhanh chóng phủ một lượt oxit mỏng để bảo vệ cho thành phần bên trong tránh sự oxit hóa.
Khái niệm về tính lắp lẫn trong gia công cơ khí
Máy do nhiều bộ phận hợp thành, mỗi bộ phận do nhiều chi tiết được lắp ghép với nhau trong chế tạo mới cũng như sửa chữa, những nhà thiết kế mong muốn các chi tiết cùng loại có khả năng lắp lẫn được với nhau nghĩa là khi cần thay thế nhau không cần phải lựa chọn và gia công chế biến gì thêm vẫn bảo đảm các yêu cầu kỹ thuật của mối ghép. Tính chất đó của chi tiết được gọi là tính lắp lẫn, vì vậy tính lắp lẫn của chi tiết là khả năng thay thế cho nhau khi cần thiết.

KÍch thước và kích thước danh nghĩa
Kích thước là giá trị bằng số của một đại lượng đo ( đường kính, chiều dài v.v… ) theo một đơn vị đo được lựa chọn. Trong công nghệ chế tạo máy, đơn vị đo thường dùng là milimet ( mm ) và được quy ước thống nhất trên các bản vẽ không cần phải ghi chữ mm. Thí dụ : chi tiết có đường kính 40mm, dài 120mm trên bản vẽ chỉ cần ghi phi 40 và 120 là đủ.

Kích thước thực , Kích thước giới hạn
Kích thước thực: là kích thước được đo trực tiếp trên chi tiết bằng những dụng cụ đo và phương pháp đo chính xác nhất có thể được. Trong thực tế không phải lúc nào cũng xác định được kích thước thực một cách chính xác vì vậy người ta cho phép một quan niệm: kích thước thực là kích thước xác định bằng cách đo với sai số cho phép. Kích thước thực được ký hiệu như sau:
DUNG SAI
Trong quá trình chế tạo các chi tiết, kích thước thực tế được phép sai khác so với kích thước danh nghĩa trong phạm vi giữa hai kích thước giới hạn. Phạm vi sai số cho phép này được gọi là dung sai. Vậy dung sai là hiệu số giữa kích thước giới hạn lớn nhất và kích thước giới hạn nhỏ nhất. Dung sai ký hiệu là IT và tính theo công thức:

Sai lệch giới hạn
Sai lệch giới hạn là sai lệch các kích thước giới hạn so với kích thước danh nghĩa. Sai lệch giới hạn bao gồm sai lệch giới hạn trên và sai lệch giới hạn dưới. 1- Sai lệch giới hân trên là hiệu đại số giữa kích thước giới hạn lớn nhất và kích thước danh nghĩa. Sai lệch giới hạn trên được ký hiệu es hoặc ES với :
KHÁI NIỆM VỀ LẮP GHÉP
Thông thường nếu các chi tiết máy đứng riêng lẽ thì không có một công dụng gì. Nhưng khi được tổ hợp chúng lại với nhau, lúc này các chi tiết mới phát huy công dụng. Thí dụ: Trục lắp vào ổ trục mới có khả năng truyền chuyển động quay tròn, truyền lực…tất cả sự lắp ghép, tổ hợp này tạo thành mối ghép.