













Nguyên lý hoạt động của IC 555
Cấu tạo của NE555 gồm OP-amp so sánh điện áp, mạch lật và transistor để xả điện. Cấu tạo của IC đơn giản nhưng hoạt động tốt. Bên trong gồm 3 điện trở mắc nối tiếp chia điện áp VCC thành 3 phần. Cấu tạo này tạo nên điện áp chuẩn. Điện áp 1/3 VCC nối vào chân dương của Op-amp 1 và điện áp 2/3 VCC nối vào chân âm của Op-amp 2. Khi điện áp ở chân 2 nhỏ hơn 1/3 VCC, chân S = [1] và FF được kích.

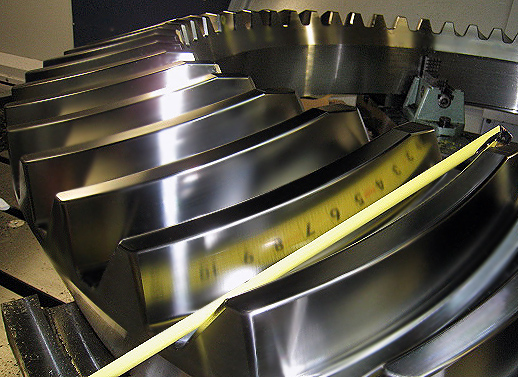
Công nghệ tiện cứng
Trước đây, những chi tiết như vòng ổ lăn, vòi phun, và những chi tiết của hệ thống thủy lực sau khi nhiệt luyện phải qua công đoạn mài, mài khôn. Những công đoạn này thiếu tính linh hoạt và tốn nhiều thời gian. Một hạn chế nữa là chi phí cho dung dịch trơn nguội của các công đoạn mài khá cao. Những lý do trên làm tăng chi phí cho các công đoạn gia công chính xác. Mặc khác chất thải ra khi mài ngày càng gây ô nhiễm môi trường, thúc đẩy các nhà sản xuất loại dần khâu mài trong quy trình công nghệ gia công chi tiết.

Cáp thép, Puly, Tang trống – Những vấn đề liên quan
Các puly : Chúng tôi khuyên chỉ dùng puly được làm bằng thép hoặc thép đúc. Dưới đây là các dữ kiện khuyên dùng: - Bán kính của rãnh: Tối thiểu 0,53 đến 0,535 x d Tối đa 0,55 x d Khuyên : cao hơn xấp xỉ 1% đường kính thực tế của cáp.

Phân loại thép và mác thép trong Cơ khí
Đối với mỗi 1 Kỹ sư Cơ khí và Vật liệu, điều quan trọng nhất khi sản xuất, chế tạo một chi tiết máy đó là phải có sự hiểu biết về sự phân loại vật liệu và mác vật liệu dùng cho việc sản xuất, vật liệu nói trên ở đây là kim loại và hợp kim của nó, cao su, thủy tinh, gốm sứ …. Tuy nhiên ứng dụng rộng rãi nhất hiện nay trong chế tạo sản xuất Cơ khí đó là kim loại và hợp kim của nó, chính vì vậy trong bài này chúng ta chỉ sẽ tìm hiểu thép, gang, kim loại màu và hợp kim của chúng (đồng, nhôm, titan, magiê và các hợp kim của những kim loại màu này).
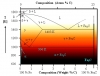
Giản Đồ Pha Sắt – Cacbon (Fe – C)
Đúng là như vậy, thật sự khi đi làm bạn sẽ thấy hầu hết các thiết kế Cơ khí của mình sẽ phải đụng chạm đến lựa chọn vật liệu (1), và vấn đề hiểu được những đặc tính tổng quát của nó sẽ là một yêu cầu không thể thiếu được, do đó mình sẽ tổng hợp những vấn đề cơ bản nhất để phác thảo một số nét cơ bản về pha, giản đồ pha dưới dạng thức dễ hiểu trên cơ sở có nhiều ví dụ minh họa cụ thể để mọi người có cái nhìn tổng quát nhất về loại vật liệu cơ bản của Cơ khí này.

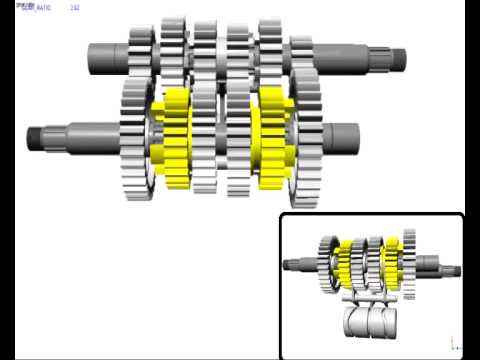
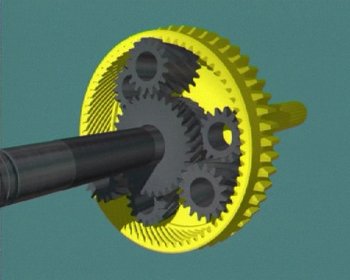
Một Số Dạng Ăn Khớp Của Bộ Truyền Bánh Răng
Ngoài dạng ăn khớp thông dụng là thân khai thì một số loại ăn khớp sau đây cũng được sử dụng cho bánh răng: * Ăn khớp Novikov: Răng ăn khớp Nivokov có profin răng được chế tạo theo cung tròn, profin răng lõm có bán kính lớn hơn profin răng lồi. Bộ truyền ăn khớp Novikov có khả năng chịu tải trọng lớn và độ chống mài mòn cao hơn ăn khớp thân khai. Bởi vậy bộ truyền ăn khớp Nivokov luôn là ưu tiên chọn lựa của các máy móc phải làm việc trong thời gian dài và phải đảm bảo tải trọng lớn.

Những lưu ý khi sử dụng vòng bi
Vòng bi là một chi tiết cực kì phổ biến trong ngành Cơ khí, được gặp trong hầu hết các bộ phận chuyển động tương đối trong máy móc, nhưng không phải ai cũng hiểu được rõ các đặc tính của nó, hãy tham khảo bài viết sau để có cái nhìn toàn diện về các lưu lý khi sử dụng vòng bi nhé.

Các Hư Hỏng Của Vòng Bi Và Cách Khắc Phục
Khi một vòng bi bị hư hỏng trong quá trình vận hành, sẽ dẫn đến toàn bộ máy hoặc thiết bị hư hỏng. Một khi vòng bi bị hư hỏng sớm hay gây ra các sự cố không mong muốn thì điều quan trọng là có thể xác định và dự đoán được các hư hỏng trước khi xử lý, để từ đó có các hành động khắc phục kịp thời.

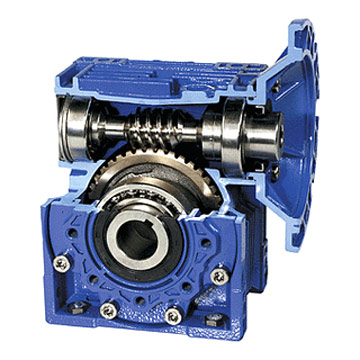
Khớp nối trục trong Cơ khí và các vấn đề liên quan
Khớp nối trục là một bộ phận cơ khí để nối và truyền momen xoắn giữa hai thành phần chuyển động, thông thường là nối giữa 2 trục. Có rất nhiều ứng dụng của khớp nối, ví dụ dễ thấy nhất là trong ô tô chúng ta có khớp nối các đăng nối truyền từ động cơ tới cầu trục phía sau. Ngoài ra, khớp nối còn có tác dụng như điều chỉnh tốc độ, ngăn ngừa quá tải hay đóng mở các cơ cấu cơ khí, v.v…

Nguyên Lý Máy: Cơ Cấu Tay Quay Con Truyền
Đây là loạt bài của thầy Nguyễn Đức Thắng bên diễn đàn Meslab.Org viết về các cơ cấu Cơ khí cơ bản trong cuộc sống, rất trực quan và dễ hiểu, các bạn tham khảo thử nhé. Có loại cơ cấu tay quay thanh truyền làm con trượt lúc chạy lúc dừng để phục vụ một yêu cầu công nghệ nào đó. Vị trí dừng có thể là đầu, giữa hoặc cuối hành trình.

Nguyên Lý Máy: Cơ Cấu Tay Quay – Con Trượt Không Gian
Trong cơ cấu tay quay – con trượt phẳng mọi điểm trên khâu động di chuyển trong các mặt phẳng song song với nhau, con trượt chạy theo phương vuông góc với đường tâm ổ quay của tay quay. Cơ cấu tay quay – con trượt không gian không chịu các ràng buộc trên nên rất đa dạng.

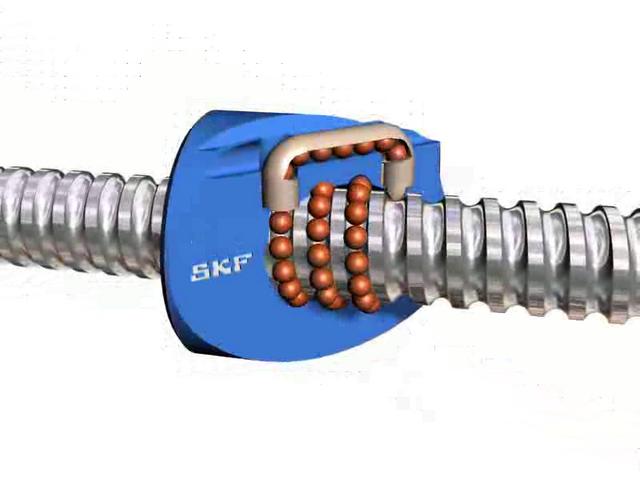
Nguyên Lý Máy: Truyền Động Thanh Răng – Thanh Răng
Đây là một cơ cấu khá đơn giản trong Cơ khí, nhưng chúng ta vẫn tìm hiểu thử xem sao nhé. Chúng ta dùng cơ cấu này để đổi phương chuyển động thẳng.

Nguyên Lý Máy: Truyền Động Bánh Răng – Thanh Răng Thẳng
Trong bộ truyền này răng của bánh răng và thanh răng có thể là thẳng hoặc nghiêng. Đối với bộ truyền bánh răng – thanh răng phẳng, góc nghiêng của răng trên bánh răng và thanh răng phải bằng nhau. Ngoài ra cần chú ý chiều xoắn của răng trên bánh răng và thanh răng để có thể ăn khớp được.

Ghi Kí Hiệu Mối Hàn Trong AutoCad
Để có thể vẽ được chính xác và nhanh chóng các ký hiệu mối hàn trên bản vẽ CAD thường mất khá nhiều thời gian nếu ta sử dụng các lệnh thông thường trên Autocad. Bài viết này mình share cho mọi người một adding trong auocad để vẽ các ký hiệu mối hàn một cách chuyên nghiệp, nhanh chóng, hiệu quả và chính xác – Add-in có tên “Adding Welding Symbols”

Học Vẽ kỹ thuật trực tuyến bằng hình ảnh động
Ngày nay, với sự trợ giúp của hàng đống các phần mềm thiết kế, việc nhớ các kỹ thuật dựng hình cơ bản trong kỹ thuật hầu như không còn được các kỹ sư thiết kế Cơ khí chú ý đến nữa, nhưng có rất nhiều trường hợp những kỹ thuật này sẽ giúp ích bạn rất nhiều đấy. Lang thang trên mạng tình cờ tìm được một trang web dạy các kỹ thuật dựng hình trong kỹ thuật trực tuyến bằng hình ảnh động khá hay, vì bằng hình động nên rất trực quan và dễ hiểu, các bạn tham khảo nhé.

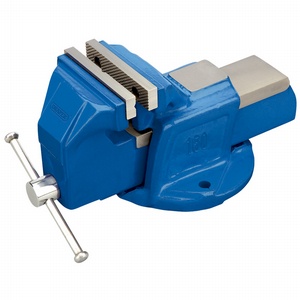
Tổng hợp các phương pháp đo độ cứng
Độ cứng là một thuộc tính cơ bản của vật liệu, thuật ngữ độ cứng phản ánh tính chịu uốn, mài mòn, trầy xước của vật. Cùng với sự phát triển của khoa học vật liệu đã có rất nhiều phương pháp đo độ cứng ra đời. Bài viết này xin giới thiệu một số phương pháp đo độ cứng thường được biết đến, đặc biệt ứng dụng cho lĩnh vực vật liệu kim loại.

Kỹ thuật tôi thép
Tôi thép là nguyên công nhiệt luyện quan trọng nhất, quyết định chủ yếu đến cơ tính của vật phẩm. Nguyên công này thuộc loại nhiệt luyện kết thúc, thực hiện trên chi tiết gần thành phẩm nên bất cứ sai hỏng nào khi tôi cũng có thể gây thiệt hại lớn. Vì vậy, hiểu biết về kỹ thuật tôi rất có ích cho công tác sản xuất. MES Lab sẽ lần lượt đăng tải 3 phần của bài viết có tên “Kỹ thuật tôi thép”.

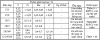
Tổng hợp: Vật liệu và độ cứng sau nhiệt luyện các CTM phổ biến
Bánh răng: - Vận tốc >4 m/s, chịu tải uốn và va đập - Mác thép: C15, C20, 20Cr, 12CrNi3 - Nhiệt độ tôi: Thấm C ở 900 – 920, tôi ở 780 – 820 trong nước đối với thép 20 và15, trong dầu với 20Cr và 12CrNi3 - Nhiệt độ ram: 180 – 200 - Độ cứng: 56 – 62 HRC
Tổng quan về thép Kết cấu
Thép kết cấu là loại thép dùng cho ngành chế tạo máy, có chất lượng tốt (khử tạp chất đến: S ≤ 0,04%, P ≤0,035%), chủng loại đa dạng nhưng khối lượng sử dụng trong công nghiệp không nhiều. Khả năng làm việc của chúng sẽ được phát huy tối đa sau nhiệt luyện. Thép này thường được hợp kim hoá bằng các nguyên tố : Cr, Mn, Si, Ni, Ti, Mo (W),…với lượng nhỏ (thường từ 1-2%; cá biệt, có thép từ 6-7%) để nâng cao độ thấm tôi (cải thiện khả năng nhiệt luyện) và hoá bền ferrite.
Thép lò xo – đặc điểm nhiệt luyện
Để đảm bảo tính năng cho lò xo khi tôi thu được mactenxit (các bạn xem lại bài “Giản đồ pha Fe-C” đã post), sau đó ram trung bình (400 đến 500 độ C) được troostit ram. Tuy nhiên việc nhiệt luyện lò xo là một công nghệ phức tạp. Căn cứ chủ yếu để quyết định chọn chế độ công nghệ là hình dạng, kích thước lò xo. Những lò xo tiết diện lớn, lò xo nhíp nói chung phải tạo hình bằng biến dạng nóng sau đó lợi dụng nhiệt độ còn dư tiến hành tôi luôn, do đó cần khống chế tốt nhiệt độ gia công tạo hình bước cuối cùng sao cho phù hợp nhiệt độ tôi của thép, đồng thời phải bảo vệ tốt bề mặt chống hiện tượng thoát cacbon và oxy hoá bề mặt.